 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


ပိုက်ထုတ်ခြင်းလုပ်ငန်းစဉ်၊ စက်ကိရိယာ၊ အရည်အသွေးချို့ယွင်းချက်များ စသည်တို့ကို မိတ်ဆက်ခြင်း။
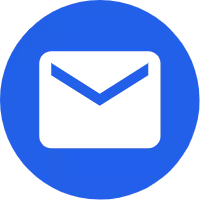
Ningbo Fangli Technology Co., Ltd.တစ်ခုပါ။စက်မှုပစ္စည်းထုတ်လုပ်သူနှစ် 30 ကျော်အတွေ့အကြုံနှင့်အတူပလပ်စတစ်ပိုက် extrusion ပစ္စည်းများ,သဘာဝပတ်ဝန်းကျင် ကာကွယ်ရေးအသစ်နှင့် ပစ္စည်းကိရိယာအသစ်များ။Fangli ကို စတင်တည်ထောင်ချိန်မှစ၍ သုံးစွဲသူများ၏ တောင်းဆိုချက်များကို အခြေခံ၍ တီထွင်ခဲ့သည်။ စဉ်ဆက်မပြတ် တိုးတက်မှု၊ ပင်မနည်းပညာနှင့် အစာခြေခြင်းနှင့် စုပ်ယူခြင်းဆိုင်ရာ အမှီအခိုကင်းသော R&D ဖြင့် အဆင့်မြင့်နည်းပညာနှင့် အခြားနည်းလမ်းများကို ကျွန်ုပ်တို့ တီထွင်ခဲ့သည်။PVC ပိုက် extrusion လိုင်း,PP-R ပိုက် extrusion လိုင်း, PE ရေပေးဝေရေး/ ဓာတ်ငွေ့ပိုက်လိုင်း သွယ်တန်းခြင်း။သွင်းကုန်ထုတ်ကုန်များ အစားထိုးရန် ဆောက်လုပ်ရေးဝန်ကြီးဌာနမှ အကြံပြုထားသည်။ ကျွန်ုပ်တို့သည် "Zhejiang ပြည်နယ်ရှိ ပထမတန်းစားအမှတ်တံဆိပ်" ခေါင်းစဉ်ကို ရရှိခဲ့ပါသည်။
I. Process Flow
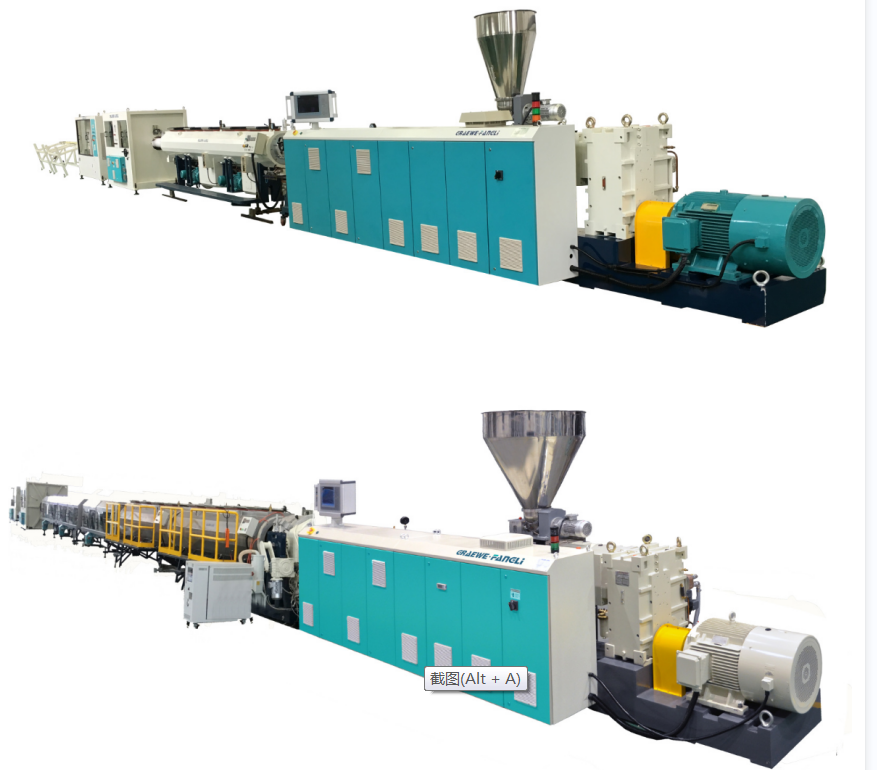
လက်ရှိတွင် PVC နှင့် PO ပိုက်များသည် ပြည်တွင်းနှင့် နိုင်ငံတကာတွင် ထုထည်အမြင့်ဆုံး ထုတ်ကုန်များဖြစ်သည်။ပုံ ၁polyolefin (PO) ပိုက်များအတွက် ထုတ်လုပ်မှု လုပ်ငန်းစဉ် စီးဆင်းမှု ပုံကြမ်းကို ပြသသည်။ တူညီသော ပလတ်စတစ်အရည်ပျော်အဖြစ် ဝက်အူဖြင့် အဝိုင်းအတွင်း ကွာဟချက် (၂) အတွင်းသို့ ပလပ်စတစ်ကို ဖြည့်သွင်းပြီး ပိုက် parison ကို ထုတ်ပေးသည်။ ၎င်းသည် အအေးခံခြင်းနှင့် အရွယ်အစားအတွက် ချိန်ညှိခြင်းယူနစ် (၃) သို့ ချက်ခြင်းဝင်ရောက်ပြီးနောက် အအေးခံကန် (၄) တွင် လုံလောက်သောအအေးပေးမှုကို ခံယူသည်။ ချိန်ညှိနိုင်သော ပိုက်ကို အဆက်မပြတ် အရှိန်ဖြင့် ဆွဲထုတ်သည်။ဆွဲယူနစ်(၆) နှင့် နောက်ဆုံးတွင် သတ်မှတ်ထားသော အတိုအရှည်များကို ရှုး (၇) ဖြင့် ဖြတ်ပါ။ အချင်း 160 မီလီမီတာအောက်ရှိသော ပါးလွှာသော နံရံကပ်ပိုက်များကို အကွေ့အကောက် (9) ဖြင့် လိပ်အဖြစ် ချည်နှောင်နိုင်သည်။

ပုံ 1 PO Pipe Production Process Flow ၏ Schematic Diagram
၁---Extruder; ၂---Pipeသေတယ်။; ၃---Calibration Sleeve;
၄---Vacuum Calibration Cooling; ၅---Cooling Tank;
၆---တစီးကို ဖြတ်ယူနစ်; ၇---ရှုး;
8---ပရင်တာ; ၉---ကွိုင်
II လုပ်ငန်းစဉ်နှင့် စက်ပစ္စည်း
PO ပိုက်ထုတ်လုပ်မှုအတွက်၊စွမ်းဆောင်ရည်မြင့်မားသော single-screw extruderရွေးချယ်သင့်သည်။ feed zone တွင် axially grooved barrel ကို အသုံးပြုထားသည်။ ဝက်အူအရှည်မှ အချင်း (L/D) အချိုးသည် 30–33:1 ဖြစ်သည်။ ဝက်အူဖွဲ့စည်းပုံသည် ကွဲပြားသောအတိမ်အနက်နှင့် အစေးရှိသော အဆင့်နှစ်ဆင့်ရှိသော ဒီဇိုင်းဖြစ်သည်- အစာကျွေးသည့်အပိုင်းရှိ အစေးသည် ဝက်အူအချင်းထက်နည်းပြီး အရည်ပျော်ခြင်းနှင့် တစ်သားတည်းဖြစ်ခြင်းအပိုင်းရှိ အစေးသည် ဝက်အူအချင်းထက် ပိုကြီးသည်။ ရောစပ်မှုစွမ်းဆောင်ရည်ကို မြှင့်တင်ရန်၊ အချို့သောဝက်အူများကို ရောစပ်ခေါင်းဒြပ်စင်များ ထပ်မံတပ်ဆင်ထားပါသည်။ ဤ single-screw extruder အမျိုးအစားသည် အထွက်နှုန်းမြင့်မားပြီး ကောင်းသော ပလပ်စတစ်ပြုလုပ်ခြင်းကို ပေးပါသည်။ ဥပမာအားဖြင့်၊ 90mm ဝက်အူအချင်းရှိသော single-screw extruder သည် 600 kg/h ထက်ကျော်လွန်သော output ကိုရရှိနိုင်ပါသည်။ ထို့အပြင်၊ ကယ်လ်စီယမ်ကာဗွန်နိတ်၊ ဘေရီယမ်ဆာလဖိတ်၊ သစ်သားမှုန့် သို့မဟုတ် ဖန်မျှင်များဖြင့် ဖြည့်ထားသော PO ပိုက်များထုတ်လုပ်မှုတွင် အများအားဖြင့် ပူးတွဲလှည့်ပတ်သော ဝက်အူ extruder များကို အသုံးပြုကြသည်။
PVC ပိုက်များ ထုတ်လုပ်မှုသည် အခြေခံအားဖြင့် PO ပိုက်များနှင့် ဆင်တူသည်။ အများအားဖြင့် counter-rotating conical orparallel twin-screw extruders များ၊ ခြောက်သွေ့သော ရောစပ်အမှုန့်ကို တိုက်ရိုက် ထုတ်ယူခွင့်ပြုသည်။ သေးငယ်သောပိုက်များအတွက် အချင်း 10 kg/h မှ 1100 kg/h မှ ကြီးမားသော ပိုက်များအတွက် ဖြစ်သည်။ ဝက်အူ L/D အချိုးသည် ယခင် 18:1 မှ 25:1 သို့ တိုးလာသည်။ ဥပမာအားဖြင့်၊twin-screw extruder90 မီလီမီတာဝက်အူအချင်းနှင့်အတူအထွက် 300 ကီလိုဂရမ် / နာရီထက်ကျော်လွန်အောင်မြင်နိုင်ပါသည်။
ပုံ 1 တွင်တွေ့မြင်နိုင်သည်အတိုင်း၊ ပိုက်ထုတ်ခြင်းတွင် ရေစုန်အောက်ပိုင်းပစ္စည်းများတွင် အဓိကအားဖြင့် cooling water tank ပါ၀င်သည်၊ဆွဲယူနစ်, ခုတ်ထစ်, ကွိုင်စားပွဲ သို့မဟုတ် အမှိုက်ပုံကြီး။
ပိုက်သည် ချိန်ညှိခြင်းနှင့် အအေးခံယူနစ်မှ ထွက်သွားသောအခါ၊ ၎င်းသည် အခန်းအပူချိန်သို့ အပြည့်အဝ အအေးခံမည်မဟုတ်ပါ။ ထပ်မံမအေးပါက၊ ပိုက်နံရံ၏ အစွန်းပိုင်းဦးတည်ချက်တွင် တည်ရှိနေသော အပူချိန် gradient သည် အပူချိန်တက်လာခြင်းကြောင့် ခိုင်မာပြီးသား အပြင်ဘက်အလွှာကို ပြန်လည်ပျော့ပျောင်းစေကာ ပုံပျက်သွားစေသည်။ အခြားတစ်ဖက်တွင်၊ ပိုက်သည် ဆွဲယူဖြတ်ခြင်း၊ ဖြတ်တောက်ခြင်းနှင့် အကွေ့အကောက်များသည့် ကိရိယာများမှ ဖိအားများကို ခံနိုင်ရည်ရှိရမည်။ ထို့ကြောင့် ကျန်ရှိသောအပူကိုဖယ်ရှားပြီး ပိုက်ကို အခန်းအပူချိန်တွင် အအေးခံရပါမည်။ အအေးပေးသည့်နည်းလမ်းများတွင် ရေချိုးခြင်းနှင့် ဖြန်းဖြန်းအေးပေးခြင်း ပါဝင်သည်။ ရေချိုးအအေးခံကန်တွင် ရေပမာဏသည် ပိုက်ကို လုံးလုံးမြုပ်သွားသင့်သည်။ တိုင်ကီကို အပိုင်းများစွာခွဲထားသည်။ အအေးခံရေဝင်ပေါက်ကို နောက်ဆုံးအပိုင်းတွင် သတ်မှတ်ထားပြီး၊ ရေစီးဆင်းမှုလမ်းကြောင်းသည် ပိုက်ထုတ်ခြင်းလမ်းကြောင်းနှင့် ဆန့်ကျင်ဘက်ဖြစ်စေပြီး cooling temperature gradient ကို ဖန်တီးသည်။ ၎င်းသည် ပိုက်များ တဖြည်းဖြည်းအေးလာကာ အတွင်းပိုင်းဖိစီးမှုကို လျော့နည်းစေသည်။ cooling water tank နှင့် calibration/cooling unit အကြား အကွာအဝေးသည် စုစုပေါင်း cooling length ၏ ဆယ်ပုံတစ်ပုံထက် မကျော်လွန်သင့်ပါ။ မဟုတ်ပါက၊ ပိုက်အပြင်ဘက်နံရံနှင့် အအေးခံရေအကြား အပူချိန်ကွာခြားချက်သည် အလွန်အမင်း တိုးလာနိုင်သည်။ ရေချိုးခြင်းနည်းလမ်းသည် ရိုးရှင်းသော်လည်း တိုင်ကီရှိ အထက်နှင့် အောက်ရေအလွှာများကြား အပူချိန် ကွာခြားမှုသည် ပိုက်၏ မညီမညာ အအေးခံခြင်းနှင့် ကွေးခြင်းတို့ကို ဖြစ်စေနိုင်သည်။ ထို့အပြင်၊ ပိုက်ပေါ်တွင် လှုပ်ရှားနေသော တွန်းအားများသည် ပုံပျက်ခြင်းကို အလွယ်တကူ ဖြစ်စေနိုင်သောကြောင့် ဤနည်းလမ်းသည် လုံးပတ်ကြီးသော ပိုက်များကို အအေးပေးရန်အတွက် အထူးမသင့်လျော်ပါ။
၏လုပ်ဆောင်ချက်ပိုက်ဆွဲယူနစ်အရွယ်အစားနှင့် အအေးခံထားသော ပိုက်ကို အချို့သော ဆွဲငင်အားအရှိန်နှင့် တွန်းအားကို ပိုက်ပေါ်ရှိ အရွယ်အစားကိရိယာမှ ထုတ်ပေးသော ပွတ်တိုက်မှုအားကို ကျော်လွှားကာ ပိုက်ကို အလှည့်အပြောင်း သို့မဟုတ် အမှိုက်ပုံးစားပွဲဆီသို့ အဆက်မပြတ် အရှိန်ဖြင့် ဆွဲထုတ်ရန်ဖြစ်သည်။ သယ်ဆောင်သွားသည့်ယူနစ်သည် ပိုက်ထုတ်လုပ်ခြင်းအတွက် အဓိကအစိတ်အပိုင်းများထဲမှ တစ်ခုဖြစ်ပြီး အောက်ပါလိုအပ်ချက်များနှင့် ကိုက်ညီရပါမည်။
(၁)ဆွဲချွတ်အမြန်နှုန်းသည် အဆက်မပြတ် အမြန်နှုန်း သယ်ဆောင်ခြင်းအား သေချာစေရန် ခြေလှမ်းမဲ့ ချောမွေ့စွာ ချိန်ညှိနိုင်စွမ်း ရှိရပါမည်။ မတည်ငြိမ်သော ခရီးအကွာအဝေးအမြန်နှုန်းသည် ပိုက်အချင်းကို အပြောင်းအလဲဖြစ်စေသည်။ ခရီးအသွားအလာအမြန်နှုန်းသည် extrusion speed နှင့် အနီးကပ်ညှိနှိုင်းနေရပါမည်။ ပိုက်နံရံအထူကို ခရီးအသွားအလာနှုန်းကို ထိန်းညှိခြင်းဖြင့် ချိန်ညှိသည်- နှေးကွေးသော ခရီးအသွားအလာအရှိန်ကြောင့် နံရံများ ပိုထူလာကာ မြန်ဆန်သော အရှိန်ကြောင့် နံရံများ ပိုပါးလာသည်။ မှန်ကန်သော ခရီးအကွာအဝေးအမြန်နှုန်းကို ရွေးချယ်ခြင်းသည် ထုတ်ကုန်အတိုင်းအတာနှင့် ကိုက်ညီမှုရှိမရှိကို သေချာစေရန် ထိရောက်သောနည်းလမ်းတစ်ခုဖြစ်သည်။ ခေတ်မီ ဒီဇိုင်းများသည် အမြင့်ဆုံး ခရီးအထွက်နှုန်းကို 30 m/min အထိ ရရှိနိုင်သည်။
(၂) ကိန်းသေဆွဲချွတ်တွန်းဆွဲခြင်းဖြစ်စဉ်တစ်စုံတစ်ရာမရှိဘဲ၊ တွန်းအားကို ထိန်းသိမ်းထားရမည်၊ မဟုတ်ပါက ပိုက်ပေါ်ရှိ မျက်နှာပြင်လှိုင်းများ ချို့ယွင်းချက်များကို ဖြစ်စေနိုင်သည်။ လုံလောက်သော တွန်းအားလည်း လိုအပ်ပါသည်။ လိုအပ်သော ဆွဲငင်အားအား ထိတွေ့ဧရိယာနှင့် အချင်းများသော ဖိအားများနှင့်အတူ တိုးလာသည်။ အသေးစားနှင့် အလတ်စား ပိုက်များအတွက်၊ ဆွဲငင်အားအား ယေဘုယျအားဖြင့် 100-600 N၊ ကြီးမားသောအချင်းပိုက်များအတွက် ယေဘုယျအားဖြင့် 800-10,000 N ဖြစ်သည်။
(၃) ကုပ်ဆွဲအားဆွဲယူနစ်gripper သည် ချိန်ညှိနိုင်ပြီး မျက်နှာပြင်ပျက်စီးခြင်း သို့မဟုတ် ပုံပျက်ခြင်းမဖြစ်စေဘဲ အမျိုးမျိုးသော အချင်းရှိသော ပိုက်များကို ဆုပ်ကိုင်နိုင်စွမ်းရှိသင့်သည်။ လက်ရှိအချိန်မှာတော့ caterpillar-type grippers တွေကို တွင်တွင်ကျယ်ကျယ် အသုံးပြုလာကြပါတယ်။ ၎င်းတို့သည် ပိုက်ပတ်ပတ်လည်တွင် အညီအမျှ ၂ ပုဒ်မှ ၁၂ ပုဒ်အထိ ပါဝင်ပါသည်။ သံလမ်းများကို ပိုက်ပေါ်တွင် radial ဖိအားသက်ရောက်သည့် ဧရိယာကို တိုးလာစေရန်အတွက် အများစုမှာ ရှုးပေါက် သို့မဟုတ် ထောင့်ဖြတ်ထားသော ရာဘာ/ပလပ်စတစ် ကုပ်တုံးများစွာဖြင့် မြှုပ်ထားသည်။ Clamping force ချိန်ညှိမှုကို pneumatic၊ hydraulic သို့မဟုတ် lead screw-nut ယန္တရားများမှတစ်ဆင့် ရရှိသည်။ ပိုက်လုံးပတ်ဖြင့် တေးသွားအရေအတွက် တိုးလာသည်။
ပိုက်ကို အရှည်တစ်ခုအထိ ဆွဲယူပြီးနောက်၊ ၎င်းကို အရှည်အထိ ဖြတ်ရမည်။ ဖြတ်စက်များသည် ပိုက်လုံးပတ်နှင့် နံရံအထူ၊ ပစ္စည်းအမျိုးအစား၊ အရှည်၊ ဖြတ်တောက်မှု အရည်အသွေး၊ ဖြတ်တောက်ခြင်းပုံစံ စသည်ဖြင့် ရွေးချယ်ထားသော အမျိုးအစားမျိုးစုံရှိသည်။ Planetary အလိုအလျောက်ဖြတ်စက်များသည် ကြီးမားသောအချင်းပိုက်များအတွက် သင့်လျော်သည်။ ဖြတ်တောက်ခြင်းအမိန့်ကို လက်ခံရရှိသောအခါ၊ ဖြတ်စက်သည် ပိုက်ကို ကုပ်နံပါတ်တစ်ခုဖြင့် ဆုပ်ကိုင်ထားပြီး ဖြတ်တောက်ခြင်းလုပ်ဆောင်ချက်ကို ပြီးမြောက်ချိန်တွင် ပိုက်အသွားအလာလမ်းကြောင်းအတိုင်း ရွေ့လျားသည်။ ဖြတ်တောက်ပြီးနောက်၊ နယူးမက်တစ်ယန္တရားက ၎င်းအား ပြန်လည်သတ်မှတ်သည့်အနေအထားသို့ ပြန်တွန်းသည်။
ကွိုင် နှင့် Dump Table ။ ကွေးနေစဉ် ပုံပျက်မသွားသော ပိုက်များကိုသာ အလိုအလျောက် ဖြတ်တောက်ခြင်းနှင့် ဖြုတ်ချခြင်းတို့ဖြင့် အကွေ့အကောက်များကို အသုံးပြု၍ ကွိုင်များအတွင်းသို့ ဒဏ်ရာများ ရရှိစေသည်။ အကွေ့အကောက်များသော linear speed ကို extrusion speed နှင့် ထပ်တူပြုပြီး အဆင့်ဆင့် ချိန်ညှိနိုင်ပါသည်။ extrusion speed သည် 2 m/min ထက်နည်းသောအခါ၊ single-station winder ကို ယေဘူယျအားဖြင့် အသုံးပြုပါသည်။ extrusion speed 2 m/min ကျော်လွန်သောအခါ၊ dual-station သို့မဟုတ် multi-station winder ကိုပင်အသုံးပြုသင့်သည်။
III ပိုက်ချို့ယွင်းချက်များကို ထိန်းချုပ်ရန်အတွက် အဓိကအချက်များ
ပုံ 1 တွင် လုပ်ငန်းစဉ်စီးဆင်းမှု အစီအစဥ်အတိုင်း၊ အရည်အသွေးချို့ယွင်းချက်များကို ဖယ်ရှားရန် အဓိကဆက်စပ်သောအချက်များကို အောက်တွင်ဖော်ပြထားပါသည်။
(၁)ကျွေးမွေးမှုအပိုင်း-ကုန်ကြမ်းဖော်မြူလာ; ကုန်ကြမ်းများ၏ပုံသဏ္ဍာန်နှင့်အရွယ်အစား; အရောင်ခြယ်နည်း; အခြောက်ခံနည်းလမ်း; ပြန်လည်ကြိတ်စက်/ပြန်လည်အသုံးပြုထားသော ပစ္စည်းများကို ရောစပ်ခြင်း၊ additives အမျိုးအစားများနှင့် တိုင်းတာခြင်း၊ hopper လည်ချောင်း၏အအေးခံနိုင်စွမ်း။
(၂)Extruder: ဝက်အူအချင်း; ဝက်အူ L/D အချိုး; ဝက်အူချုံ့အချိုး; ဝက်အူဖွဲ့စည်းပုံအမျိုးအစား; ဝက်အူမြန်နှုန်း; လေဝင်လေထွက်စွမ်းဆောင်ရည်; ဝက်အူအပူချိန်ထိန်းချုပ်မှု; စည်အပူနှင့်အအေးထိန်းချုပ်မှု; extruder ဇုန်များတစ်လျှောက် အပူချိန်ပရိုဖိုင်းများ၊ extruder torque; ပါဝါသုံးစွဲမှု; ဒက်တာ; မျက်နှာပြင်ပြောင်းလဲမှုအတွက် အပူချိန်ရွေးချယ်မှုနှင့် ထိန်းချုပ်မှု၊ မျက်နှာပြင်ထုပ်ပိုးအမျိုးအစားနှင့် သတ်မှတ်ချက်။
(၃)သေတယ်။:သေဆုံးကွာဟချက်; မြေအရှည်; သေဆုံးဖွဲ့စည်းပုံအမျိုးအစား; စီးဆင်းမှုလမ်းကြောင်းပုံသဏ္ဍာန်; အရည်ပျော်ဖြန့်ဖြူး; အပူချိန်သတ်မှတ်ခြင်းနှင့်ထိန်းချုပ်မှု; အသေခံဦးခေါင်းဖိအား; နံရံအထူထိန်း။
(၄) Calibration & Cooling:ချိန်ညှိခြင်းနည်းလမ်း; Calibrator အတိုင်းအတာများ; လေဟာနယ်ဘောက်စ် လေဟာနယ်အဆင့် သို့မဟုတ် အတွင်းပိုင်းဖိအား ချိန်ကိုက်ခြင်းပြွန် လေဖိအားနှင့် အရှည်၊ စံကိုက်ညှိစနစ်၏တံဆိပ်ခတ်ခြင်း; ချိန်ညှိချိန်; အအေးခံရေစီးနှုန်း; အအေးခံရေအပူချိန်; အအေးခံနည်းလမ်း။
(၅)အအေးခံရေကန်-အအေးခံနည်းလမ်း; ရေပိုက်အပြင်အဆင်; အအေးခံရေစီးနှုန်း; အအေးခံကန်အရှည်; အအေးခံရေအပူချိန်; pipe cooling ထိရောက်မှု။
(၆)တစီးကို ဖြတ်ယူနစ်: တစီးကို-အမြန်နှုန်းနှင့်ထိန်းချုပ်မှု; ဆွဲငင်အား ချိန်ညှိခြင်း၊ ကုပ်ဆွဲအားနှင့်ထိန်းချုပ်မှု; ပုဒ်အရေအတွက်နှင့်ထိရောက်သောအရှည်; မျက်နှာပြင် မာကျောမှုနှင့် ကုပ်တုံးများ၏ ပုံသဏ္ဍာန်၊ ထိတွေ့မျက်နှာပြင်။
(၇) ရှုး: ဖြတ်စက်အမျိုးအစား; လွှဓားသွားများ ပရိုဖိုင်နှင့် ပစ္စည်း၊ ယန္တရားပြန်လည်သတ်မှတ်ခြင်း; chip စုဆောင်းခြင်းနှင့်ဖုန်မှုန့်ဖယ်ရှား; ဆူညံသံထိန်းချုပ်မှု; စနစ်ထည့်သွင်းမှုကိုကန့်သတ်; clamping ယန္တရား; မောင်းနှင်စနစ်နှင့်ပါဝါ; အလိုအလျောက်ဖြတ်တောက်ခြင်းလုပ်ဆောင်ချက်စနစ်။
(၈)ကွိုင် & Dump Table: တင်းမာမှုထိန်းချုပ်မှု; အလျားဖြတ် အမိန့်ပေးစနစ်၊ Winder ဘူတာရွေးချယ်မှု; အကွေ့အကောက်အချင်း; အမှိုက်ပစ်ခြင်း လုပ်ဆောင်ချက် ညွှန်ပြချက်၊ အကွေ့အကောက်များသော linear မြန်နှုန်း။
(၉) နောက်ဆက်တွဲ-အလိုအလျောက်ထုတ်လုပ်မှုအတွက် အခြေအနေများ-နံရံအထူတိုင်းတာ; ပြင်ပအချင်းထိန်းချုပ်မှု; အလေးချိန်တိုင်းတာခြင်းနှင့် ထုတ်လုပ်မှုစာရင်းအင်းများ၊ ဂီယာအရည်ပျော်ပန့်လည်ပတ်မှုအခြေအနေ; အသေဗဟိုစနစ်။
အချက်အလက်များပိုမိုလိုအပ်ပါက၊Ningbo Fangli Technology Co., Ltd.အသေးစိတ်စုံစမ်းမေးမြန်းရန်အတွက် ဆက်သွယ်ရန် သင့်အား ကြိုဆိုပါသည်၊ ကျွန်ုပ်တို့သည် သင့်အား ပရော်ဖက်ရှင်နယ်နည်းပညာဆိုင်ရာ လမ်းညွှန်မှု သို့မဟုတ် စက်ပစ္စည်းဝယ်ယူရေးဆိုင်ရာ အကြံပြုချက်များကို ပေးမည်ဖြစ်ပါသည်။
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။

X
သင့်အား ပိုမိုကောင်းမွန်သောကြည့်ရှုမှုအတွေ့အကြုံကို ပေးဆောင်ရန်၊ ဆိုက်အသွားအလာကို ပိုင်းခြားစိတ်ဖြာပြီး အကြောင်းအရာကို ပုဂ္ဂိုလ်ရေးသီးသန့်ပြုလုပ်ရန် ကျွန်ုပ်တို့သည် ကွတ်ကီးများကို အသုံးပြုပါသည်။ ဤဆိုက်ကိုအသုံးပြုခြင်းဖြင့် ကျွန်ုပ်တို့၏ cookies အသုံးပြုမှုကို သင်သဘောတူပါသည်။
ကိုယ်ရေးအချက်အလက်မူဝါဒ